- 1781
- 产品价格:0.50 元/米 起
- 发货地址:广东深圳 包装说明:不限
- 产品数量:9999.00 米产品规格:不限
- 信息编号:166518917公司编号:2581772
- 杜经理 电子商务 微信 180253039..
- 进入店铺 在线咨询 QQ咨询 在线询价
上海PA尼龙阻燃125度系列波纹管品牌
- 相关产品:
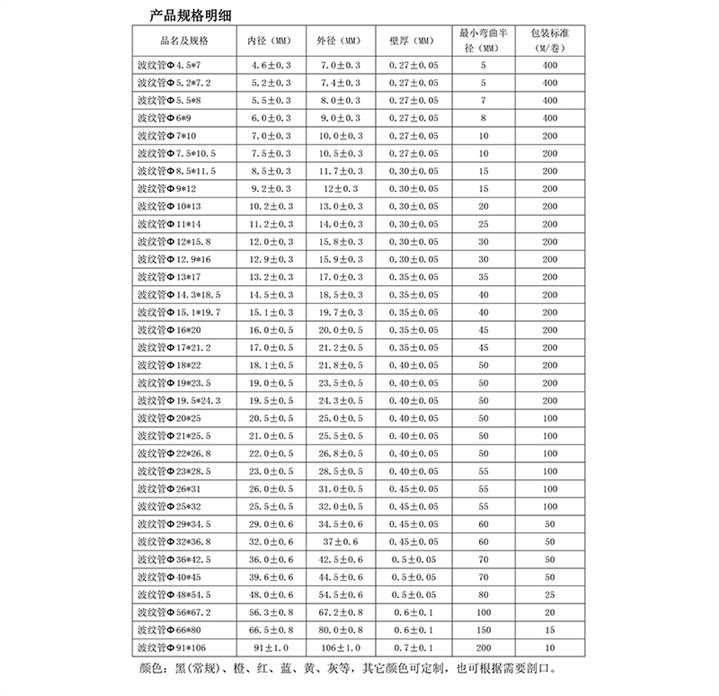
产品名称:新能源汽车波纹管
产品材质:改良性能PA尼龙
工作温度: -40C-+125C(150C 240h)
结 构:内部和外表均为波浪型;
颜 色:黑色,橙色,灰色,白色,红色,蓝色,等颜色(颜色可以定制,也可根据需要开口)
阻燃性: UL94-V0
产品认证: ROHS, REACH. 5510(气味测试。TVOC可选)
汽车波纹管的成型工艺
来源:深圳胜之联电子科技有限公司
根据汽车波纹管厂家的生产经验及行业内的相关技术资料,制定了两套汽车波纹管的成型工艺,即外注塑成型和内压注塑成型两种形式。
外注塑成型就是在管坯的外侧通过滚轮与芯棒的相对旋转挤压管坯在芯棒上贴合成型的方法。
内压注塑成型是将拉制好的管坯,放置于模具成型腔,用聚氨酯棒从管坯内部挤压使管坯变形贴合型腔内壁的一种加工方法。一般要进行3~4个成型循环才能达到图样的尺寸要求。
1、外压注塑成型工艺路线
落料一热处理(固溶处理)→拉伸一切割一热处理(固溶处理)一注塑成型→切割(粗加工)一热处理(时效处理)一切割(精加工)一热处理(加荷处理)→研磨→超声波清洗一无损探伤、密封性、强度试验一镀银→研磨→超声波清洗一包装。
2、内压注塑成型工艺路线:
落料一热处理(固溶处理)一拉伸一切割一热处理(固溶处理)一树脂挤涨成型一切割(粗加工)一热处理(时效处理)一切割(精加工)一热处理(加荷处理)一研磨→超声波清洗一无损探伤、密封性、强度试验一镀银一研磨→超声波清洗一包装。
3.两种成型方法比较
外压注塑成型和内压注塑成型两种成型方法的成型介质、成型精度、加工效率等不错。
进过汽车波纹管产品的加工摸索,外压注塑成型方式中有几个技术关键没有办法突破,一是注塑产生椭圆度,二是注塑过程中材料会变薄,零件外径会变小,三是两波的同轴度无法保证。因此经过几轮的加工摸索以后放弃了该种加工成型方法,汽车波纹管的加工成型终选用了内压成型。
汽车波纹管的有效面积计算
来源:深圳胜之联电子科技有限公司
有效面积是阻燃波纹管的基本性能参数之一,它表征阻燃波纹管将压力转换为集中力的能力,在利用阻燃波纹管把压力变成集中力输出的场合,有效面积就是一个重要参数。
阻燃波纹管用于力平衡式仪表时,其有效面积的稳定性会直接影响着仪表的精度。所以在这种场合不但要求阻燃波纹管具有合理的有效面积,而且还要求有效面积在工作过程中不随工作条件而变化。
1.有效面积的概念和有效面积的变化
有效面积是一个等效的面积,压力作用在这个面积上将产生相等的轴向力。一般情况下,随着内压力的增大,阻燃波纹管有效面积变小,面随外压力的增加,有效面积变大。
2.阻燃波纹管的体积有效面积
阻燃波纹管在外力或压差作用下,其体积变化量与相应的有效长度的变化量之比值称为体积有效面积。
3.阻燃波纹管有效面积的计算
对阻燃波纹管有效面积提出的要求及其计算方法取决于阻燃波纹管的用途。如果阻燃波纹管用作弹性密封件或管路热补偿时,有效面积的意义仅在于用来计算阻燃波纹管成形时的轴向力和使用系统中的推力。阻燃波纹管的有效面积计算值与实测值之间急有一些差别。一般情况下用公式计算阻燃波纹管的有效面积,是可以满足需要的。
当阻燃波纹管用于力平衡仪表和需要将压力转换为力的场台,应准确确定其有效面积,要求逐个进行测量。
产品名称:双壁汽车波纹管
产品材质: PP聚丙据/PA6尼龙
工作温度: PP:-40C+105C -40C+125C PA:-40C+125C -40C+150C
颜 色:黑色(颜色也可客户定制)
供货状态:开口
阻 燃: UL94-V0
认 证: ROHS REACH TVOC气味测试
关于产品:
高密度聚乙烯(HDPE)双壁波纹管,是一种具有环状结构外壁和平滑内壁的新型管材,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。目前在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达国家已经得到了较大的推广和应用。在我国,HDPE双壁波纹管的推广和应用正处在上升势态阶段,各项技术指标均达到使用标准。双壁波纹管内壁颜色通常有蓝色和黑色,部分品牌内壁会使用
联系电话是0755-29722276, 主要经营深圳胜之联电子科技有限公司是生产自锁式尼龙扎带批发、汽车**扎带批发、PE梯形扎带、鱼骨扎带、活扣扎带、反齿扎带、标牌扎带、固定头扎带、插销扎带、R型线夹、线扣,波纹管等配线器材专业批发厂家。。
单位注册资金单位注册资金人民币 100 万元以下。
{kind=link}